
n
F01是专门为了实现多种复杂的定位控制而设计的软件包,该软件包已经集成在MC装置的主控制板中,如果用户想要使用该功能,则需要购买PIN码来激活(详细信息请见如何激活F01功能文档)。
F01 包含如下功能:
Set up ----位置模式下的速度控制
Homing---- 原点设定功能
MDI --- 手动数据输入定位方式
Control ----速度模式
Automatic---自动程序模式
Roll feed ---进给工艺控制
Angle synchronous--- 角同步控制n
1 F01软件结构:
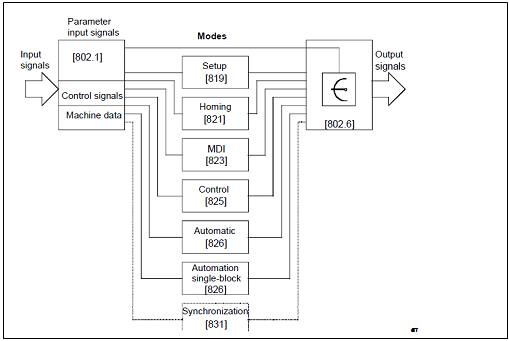

图1n
从图1中可以看出,该软件包分为几个部分(对应MC说明书功能图799-850):
o 系统数据 -U501一共包含50个数据,分为MD1—MD50,可以设定一些系统数据。
o 控制字 - U710 一共32bit ,可以实现对工艺包的控制操作。
o 各模式的配置参数。n
2 启用F01功能
在参数U977中输入PIN码激活F01功能。
西门子提供500小时的免费使用时间,输入 U977.1= 0727, U977.2 = 0101。
如果使用500小时的免费授权,可以通过r825查看授权已经使用时间,在时间到达后,免费的授权将失效。
更改U977的PIN授权码后重新上电,既可终止工艺软件。
通过n978可以查看F01的状态:
978.1 = 2 500小时已经激活
978.1 = 1 永久激活
978.1 = 0 没有激活
激活F01后,需要再激活使用的功能
U953.30 = ___(20) 控制字,如果使用,也可以单独定义
U953.32 = ___(20) 定位功能
U953.34 = ___(20) 虚轴功能
U953.31 = ___(20) 实轴功能
以上参数为20,表示功能禁止,小于20激活,推荐设定为4n
3 F01功能接口参数配置
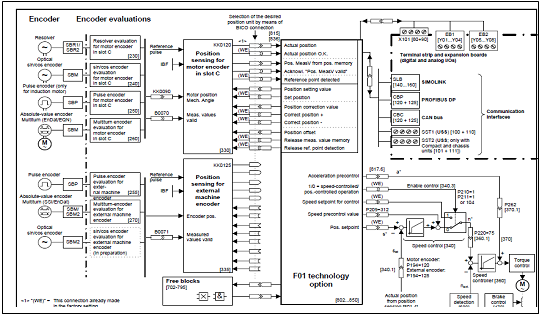
图2n
F01的接口参数可以分为4类:
电机编码器接口
外部编码器接口
控制命令接口
位置控制器接口
要实现F01的控制功能,首先需要完成这些接口参数的设定,控制命令根据用户的需要来自行设定,其余接口参数的设定如下:n
• 电机编码器作为位置控制反馈:(编码器连接在C槽接口板)
U535 = 120
U529 = 70
U539 = 122
U538 = 122
U537.02=215
P172 = 302
P173 = 302
P174 = 301
P175.01 = 303
P175.02 = 304
P184 = 303
P179 = 308
P177 = 307
• 外部编码器作为位置控制反馈:(编码器连接不在C槽接口板)
U535 = 125
U529 = 71
U539 = 127
U538 = 217
U537.02=215
P155.01 = 302
P156.01 = 302
P157.01 = 301
P158.01 = 303
P158.02 = 304
P167.01 = 303
P162.01 = 308
P160.01 = 30
4 控制字
对于F01的操作都是通过控制字来完成的,系统提供的控制字通过U710来设定。
U710 .01---- [TGL_I] MDI模式程序改变立即生效
U710 .02---- [RIE] 使能读入程序代码,Automatic 模式使用
U710 .03---- [STA] 启动命令
U710 .04---- [CRD] 清除剩余目标位置
U710 .05---- [ACK_M] 复位M功能
U710 .06---- [FUM] 设定位置等于实际位置
U710 .07---- [RST] 工艺软件复位
U710 .08---- [SIST] 选择单个程序运行方式
U710 .09-U710.16 [MDI_NO] [PROG_NO] 选择MDI和Automatic 模式的程序块号码
U710 .17- U710 .24 OVERRIDE
0 ... 255 = 0 ... 255 % (64h = 100d = 100 %)
可以设定速度的百分数,但是仅当U708设定0时才生效,否则以U708的百分数为准。
U710 .25---- [BLSK] 跳转NC程序的特殊表示语句
U710 .26---- [J_BWD] 前进命令
U710 .27---- [F_S] 快速慢速切换
U710 .28---- [J_FWD] 后退命令
U710 .29- U710 .32 模式设定
0 = No operating mode
1 = Set up
2 = Homing
3 = MDI
4 = Control
5 = Automatic positioning
6 = Automatic single block
11 = Synchronous operatio
也可以根据需要自行定义控制字,通过U530来选择双字连接器,格式参考U710来进行定义。n
5 工作模式的设定:
5.1 Set up moden
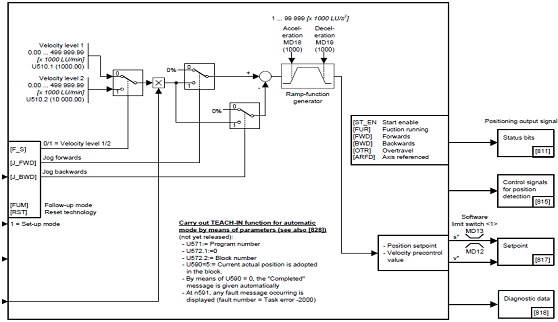
图3n
参数设定
U510.1 设定运行速度1
U510.2 设定运行速度2
U710.26 可以实现两个速度的切换,低电平速度1有效,高电平速度2有效
U710.25后退命令
U710.27前进命令
MD18, MD19 设定加减速度
MD12, MD13 设定软限位,必须在线性轴模式MD11=0, 而且必须在完成Homing后才能有效,即 [ARFD] = 1。n
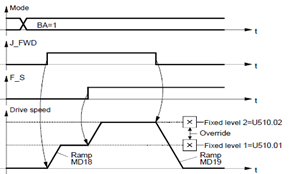
图4n
工作时序:
选择模式1,前进(或后退)命令触发开始启动,如果在慢速模式,则按照MD18的加速度加速到U510.01 ,切换到高速模式,加速到U510.02,前进命令取消后,按照MD19减速停车。n
5.2 Control moden
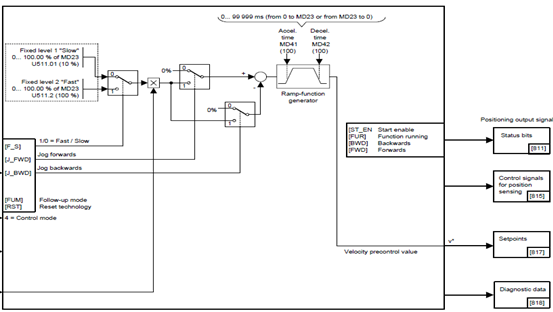
图5n
参数设定
U511.1 设定运行速度1
U511.2 设定运行速度2
U710.26 可以实现两个速度的切换,低电平速度1有效,高电平速度2有效
U710.25后退命令
U710.27前进命令
MD41, MD42设定加减速度n
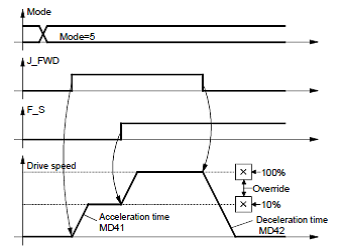
图6n
控制逻辑:
选择模式4,前进(或后退)命令触发开始启动,如果在慢速模式,则按照MD41的加速度加速到U511.01 ,切换到高速模式,加速到U511.02,前进命令取消后,按照MD42减速停车。
与Setup 模式的区别:
Control模式为完全的速度模式,激活该模式速度设定来自kk0311, p212 通道(如图6),位置调节器输出无效。
Setup 模式的速度预控来自p209, kk0312, 如果使用预控需要设定MD49,位置调节器的输出与速度预控同时参与控制。n
5.3 Homingn
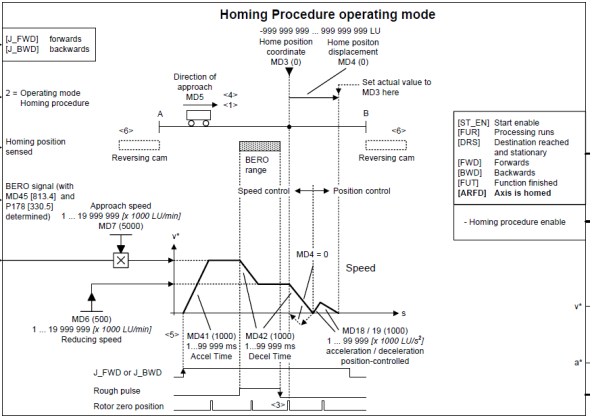
图7n
参数设定:
U710 模式选择2
MD8=0 接近开关和编码器零脉冲
MD8=1 接近开关
MD8=2 编码器零脉冲.
MD5 定义Homing 运动方向
MD5=1 在接近开关的右侧有效 ,即从左向右经过接近开关时下降沿有效
MD5=2 在接近开关的左侧有效
MD5=1 设定 P183 = xx1x
MD5=2 设定 P183 = xx2x
MD5=3 立刻设定原点
MD45 定义BERO 和 限位开关, 见图8:n
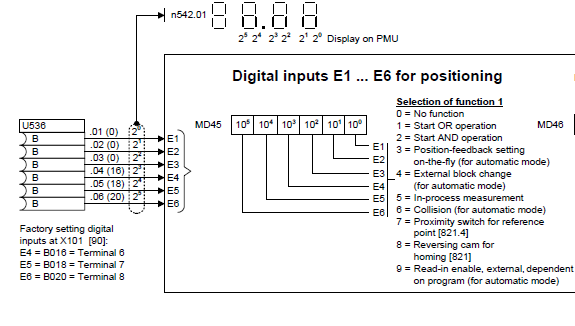
图8n
5.4 Homing工作模式描述n
5.4.1 Homing--BERO and Zero markn
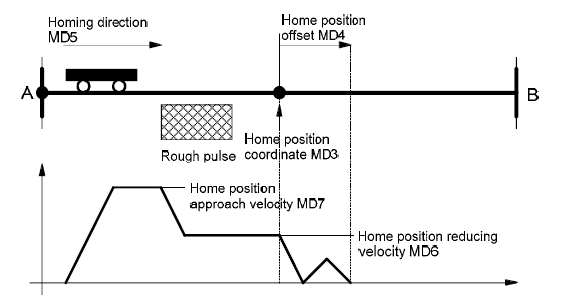
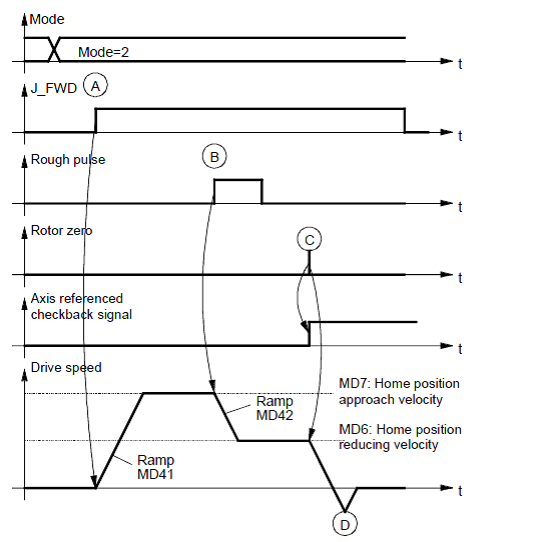
图9n
MD8=0, 正向MD5=1, P183= xx1x ,反向MD5=2, P183= xx2x ,MD45
工作时序:
MODE =2, 前进或后退命令开始运行,以MD41加速到MD7的速度运行,碰到BERO,以MD42减速度减速到MD6运行,遇到BERO 下降沿 ,编码器第一个零脉冲出现 ,标记
为原点MD3, 减速停车 ,然后进行定位控制,运行目标位置通过MD4设定。n
5.4.2 Homing—Only BEROn
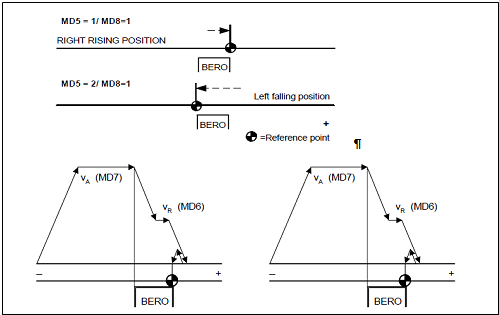
图10n
MD45=xx7x
MD8=1
MD5 定义方向
P647或P648 =4
P178=16 或 18
工作时序同BERO and zero mark 模式相同,只是该模式以BERO 的下降沿作为
设定原点信号。n
5.4.3 Homing--Only Zero markn
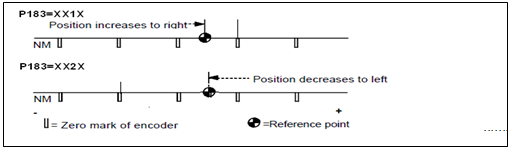
图11n
需要设定p178=308 ,前进后退命令触发运行。
方向由MD5 ,p183决定 ,按照运行方向寻找最近的零脉冲。n
5.4.4 SET REFERENCEn
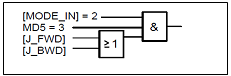
图12n
前进后退命令后立即设定原点MD3。
如果MD4设定目标位置则在设定原点后以MD6的速度运行到MD4。n
5.5 MDIn
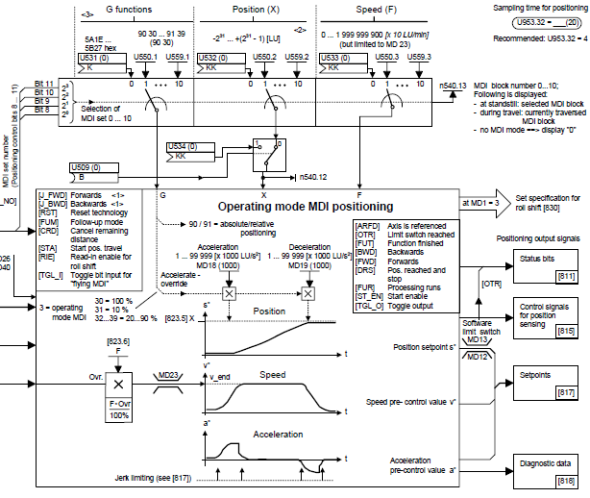
图13n
MDI 设定:
MODE= 3
U550.1 定义定位方式和加速度G9030
U550.2 定义目标位置
U550.3 定义速度单位10LU/min。n
共支持10组MDI数据
另外,可以通过DP定义数据
运行过程中改变程序块号
如果运行没有完成,CRD=0, STA启动,仍然执行上次没有完成的程序。
CRD=1, STA启动,执行新的程序。
G9030 = 5A1E
G9130 = 5B27n
5.5 Automatic position
该模式支持机代码编程,最多存储50条指令(U720—U789),通过该功能,可以将定位程序设定在控制板中,可以增加控制的响应速度--DSC功能n
程序设定:n
- 通过参数直接设定 U571àU572,U521,U522等n
- 通过DRIVEMONITOR 设定(后面描述)n
- 通过FM 模块进行设定,利用DP 通讯,可以使用上位机GMC-NC软件 ,也可以直接按照程序格式设定。
控制字:
工作模式5
[RIE] 程序数据有效
[STA] 动作激活(定位程序开始执行)
[CRD] 取消剩余距离(如果一个程序没有执行完,而暂停,通过该命令可以将剩余的距离清除,输出该中断程序完成,以继续下一程序)。
[ACK_M] 清除M功能(仅对M功能)
[SIST] 单步命令(每次触发执行一条指令)
[PROG_NO] 选择程序号,通过U710 BIT16—BIT23
[BLSK] 程序块跳过(带有特殊标识的程序号跳过)n
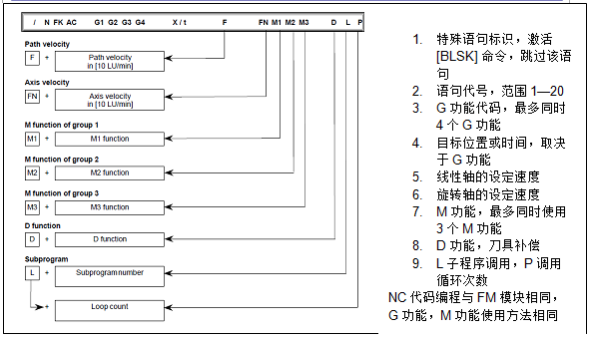
图14n
程序示例:n
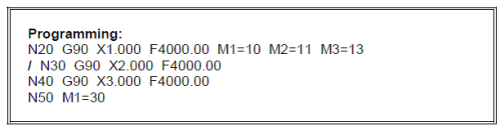
绝对定位,目标位置1,速度4000(10LU/min),同时输出M功能。
如果没有激活[BLSK] ,则执行N30,移动到位置2,如果激活[BLSK]
则不执行N30,直接执行N40,移动到位置3,然后执行N50,输出M1=30。n
6 使用Drivemonitor 调试
选择在线模式,这样可以获得更多的配置信息:n
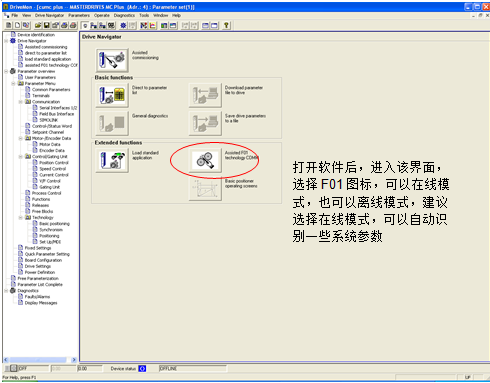
图15n
如果不选择在线会出现下面的提示(建议在在线模式下进行配置):n
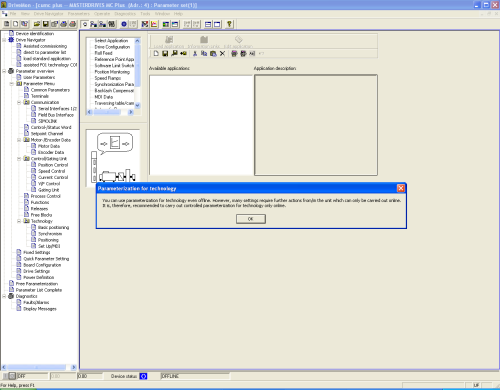
图16n
标准应用,可以参考说明书上的描述。
提供了几种标准应用程序,用户可以根据需要直接使用标准的参数,不需要再进行配置操作:
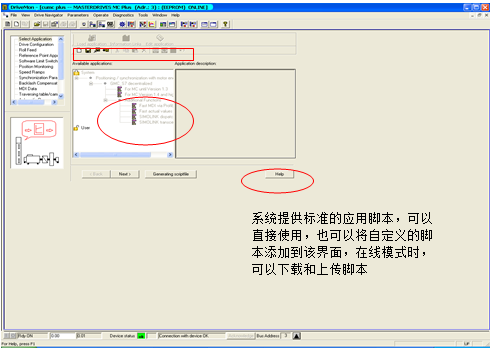
图17
编码器基本参数配置,选择轴类型:
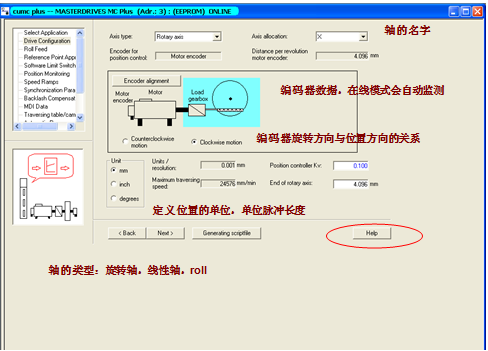
图18
设定homing 模式的参数:
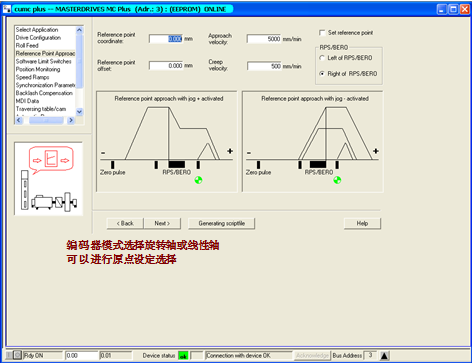
图19
设定软件限位:
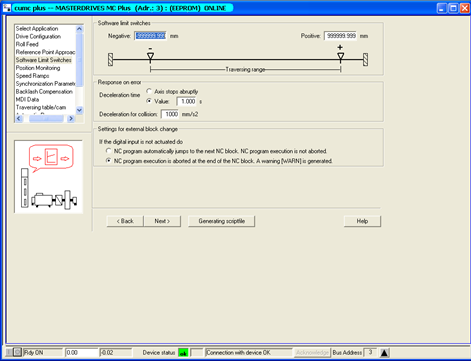
图20
定义定位监控功能,可定义跟随误差,定位误差范围:
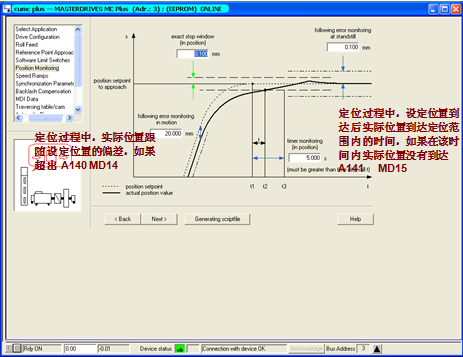
图21
定义set up 和control 模式的参数:
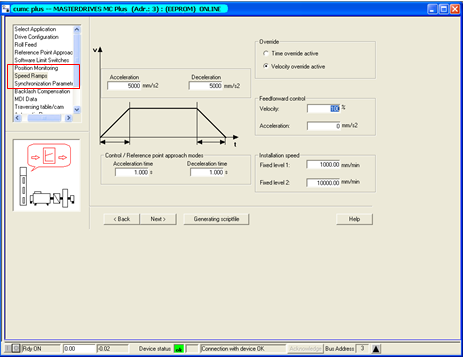
图22
定义角同步参数:
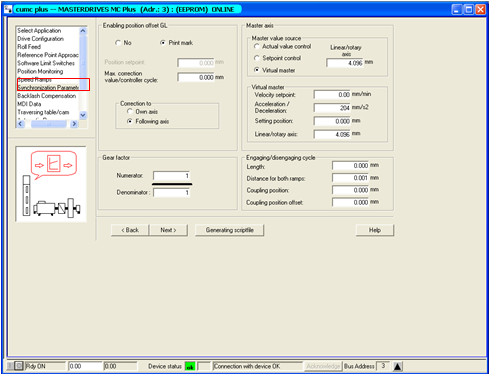
图23
设定机械间隙补偿:
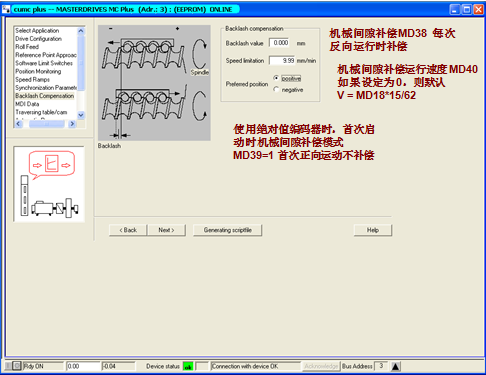
图24
MDI参数设定:
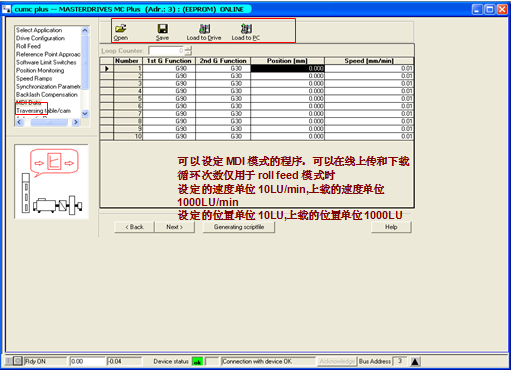
图25
Automatic 模式的程序设定,在下面窗口中编写机代码:
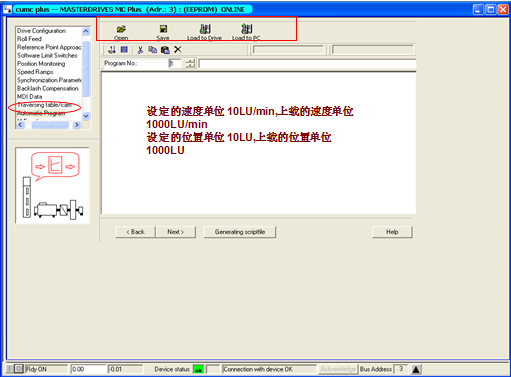
图26
设定cam曲线,在角同步模式下使用:
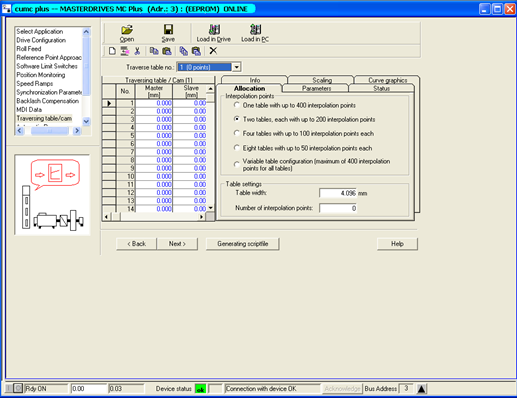
图27
在根据用户需要完成配置后,点击Generating scriptfile 按钮,系统会生成脚本文件
可以使用Script-Editer 打开脚本,查看脚本参数,在线点击Execute Script 可下载脚本文件 。

图28
关键词
CUMC,伺服控制器,F01,定位,Set up, MDI,Homing
原创文章,作者:ximenziask,如若转载,请注明出处:https://www.zhaoplc.com/plc325865.html
 微信扫一扫
微信扫一扫  支付宝扫一扫
支付宝扫一扫